| Watertube Boiler (Figure 1.3) |
 |
| Watertube boilers where water is on the inside of the tubes and the fire and hot gases are on the outside of the tubes |
| Firetube Boiler (Figure 1.2) |
 |
| Firetube boilers where the hot gases are on the inside of the tubes and water fills the vessel on the outsides of the tubes (see Figure 1.2). Firetube boilers are limited to lower pressures and lower steam flows than can be achieved with watertube boilers. |
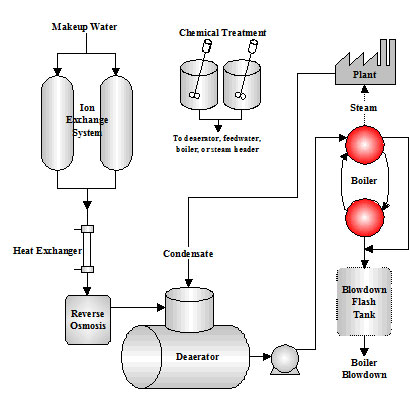
- The starting point selected for the steam generation loop is the blowdown heat recovery equipment. This process employs the use of a flash tank and a heat exchanger that uses heat from the blowdown to heat the cooler boiler makeup water. The heat energy saved from the blowdown represents the additional heat input that is not required to raise the temperature of the makeup water. The steam from the flash tank can be used for the deaerator or other low pressure applications. The normal achievable approach temperature (difference between the blowdown and makeup temperatures) is 20ºF. Energy calculations typically use this level of efficiency for determining the savings associated with blowdown heat recovery equipment.
- The deaerator removes dissolved gases that can cause corrosion. The deaerator is also the common return point for condensate. The operating temperature is typically 220ºF or higher. The deaerated feedwater is commonly held in the storage section of the unit for 5 ‘ 10-minutes before being pumped into the boiler.
- The deaerator tank is typically installed 20 – 30 ft. above the feedwater pumps. The feedwater pumps require high suction head pressure in order to remain primed. The discharge force of the feedwater pumps must be great enough to overcome the steam drum pressure.
- The economizer is a bank of heat exchanger tubes which absorbs heat from the rising path of combustion flue gas exiting the boiler and transfers the heat into the feedwater. A general rule for efficiency gains realized with the operation of an economizer: “Every 40 – 50 degree drop in flue gas temperature results in a 1% gain in thermal efficiency.”
 The density and temperature of the boiler water varies at different locations in the boiler (see Figure 1.5). This variance of density creates a circulation of water between the steam drum and the mud drum. The boiler tubes carrying the hotter and rising water are called risers. The tubes carrying the heavier and falling water are called downcomers. Steam bubbles begin to form as the water exits the risers and enter the steam drum. The steam leaving the top of the drum is called saturated steam.
The density and temperature of the boiler water varies at different locations in the boiler (see Figure 1.5). This variance of density creates a circulation of water between the steam drum and the mud drum. The boiler tubes carrying the hotter and rising water are called risers. The tubes carrying the heavier and falling water are called downcomers. Steam bubbles begin to form as the water exits the risers and enter the steam drum. The steam leaving the top of the drum is called saturated steam.- A very dry steam is required for turbines and other plant processes. A superheater is used to remove moisture by adding more heat to the steam. The resulting product is a hotter, more efficient steam that is absolutely dry.
- Attemperation is used to control the temperature of the superheated steam. Direct attemperation uses feedwater or condensate to cool the steam. The liquid is injected into the steam until a temperature monitor downstream of the injection point indicates the proper control. Indirect attemperation routes the steam through a heat exchanger in the boiler mud drum for temperature control.
- The power turbine and plant steam applications are the final components in the steam generation loop. As the steam gives up energy and heat at the point of work, it condenses to the water phase.
- Condensate receiver tanks collect the condensate and return it to the deaerator for reuse as boiler feedwater.
When boiler feedwater is hard (containing calcium and magnesium), deposition can occur. This means the boiler must work harder to produce steam which results in wasted fuel, water, and chemicals. The purpose of a softener system is to remove hardness before it enters the feedwater and boiler. This process is called sodium zeolite softening. The softener takes calcium and magnesium and exchanges it for sodium. This process is called ion exchange. An ion is a charged particle in solution. The ion can have a positive or negative charge. Cations are positively charged and anions are negatively charged. The medium of exchange is sodium zeolite resin.
The sodium zeolite resin is cross linked polystyrene plastic bead that holds sodium ions. As water passes through the resin, the beads act as magnets and attract calcium and magnesium cations. This attraction draws these positive ions out of the water onto the resin beads and exchanges them for sodium ions. The water exiting the softener contains positively charged sodium ions and negatively charged anions. Figure 2.1 shows a typical softener setup.
| Figure 2.1 Softener | Figure 2.1 Softener |
 |  |
Reverse osmosis (RO) is a very viable boiler pretreatment system since it is becoming more economical and its operation can be relatively simple with proper maintenance. The process uses a pump and a semipermeable membrane. Water is forced through the membrane by the pressure generated from the pump. Pure water passes through the membrane while most of the dissolved solids remain with a concentrated stream. Figure 2.3 shows a typical reverse osmosis system.
| Figure 2.3 Typical Reverse Osmosis System | |
 |  |
Deaeration is an efficient way to remove dissolved gases from boiler feedwater to reduce the corrosion potential of the water. The amount of oxygen dissolved in water decreases as temperature increases. The remaining dissolved oxygen will still cause the water to be aggressive and can lead to localized pitting in the pre-boiler system.
| Figure 3.1 Solubility of Oxygen in Water with Changing Temperatures at Atmospheric Pressure |
 |
There are two sections in a deaerator. The deaerating section and the storage section. The dissolved gases are stripped from the water through a combination of steam, heat, and mechanical separation in the deaerating section. The deaerated water flows to the storage section where it is held as boiler feedwater.
There are two basic types of deaeration designs: ‘tray type’ and ‘spray type’. In the “tray type” deaerator (see Figure 3.1), water is directed or sprayed through distribution pipes into a steam space. The hot steam increases the temperature of the water to within a few degrees of saturation steam temperature. Dissolved gases are stripped and vented to atmosphere.
TRAY: The water cascades down several “trays” in the tray section. The cascading flow breaks the water into fine droplets, permitting greater steam contact. This action further scrubs the dissolved gases from the water. The deaerated water flows into the storage section where a blanket of steam maintains a few pounds of pressure on the system.
SPRAY: In the “spray type” deaerator (see Figure 3.2), the steam and water scrubbing action is similar to the tray deaerator except the water is broken up with spray nozzles inside the deaeration section. The spray nozzles should be inspected annually to ensure they are not obstructed or corroded.
Proper venting is essential. Typically, an 18-36 inch steam plume should be visible. Deaerators should reduce dissolved oxygen down to 5-10 ppb. The deaerator dome water temperature should be within 4ºF of the steam temperature at the operating pressure and the storage section should be within 5ºF of the steam temperature at the operating pressure. If makeup and condensate are mixed prior to the deaerator, corrosion resistant piping such as stainless steel should be used.
| Figure 3.2 “Tray Type” Deaerator | Figure 3.3 “Spray Type” Deaerator |
 |  |
Cycling is the term used to describe the concentrating effect of solids remaining in the boiler water as pure water exits as steam.