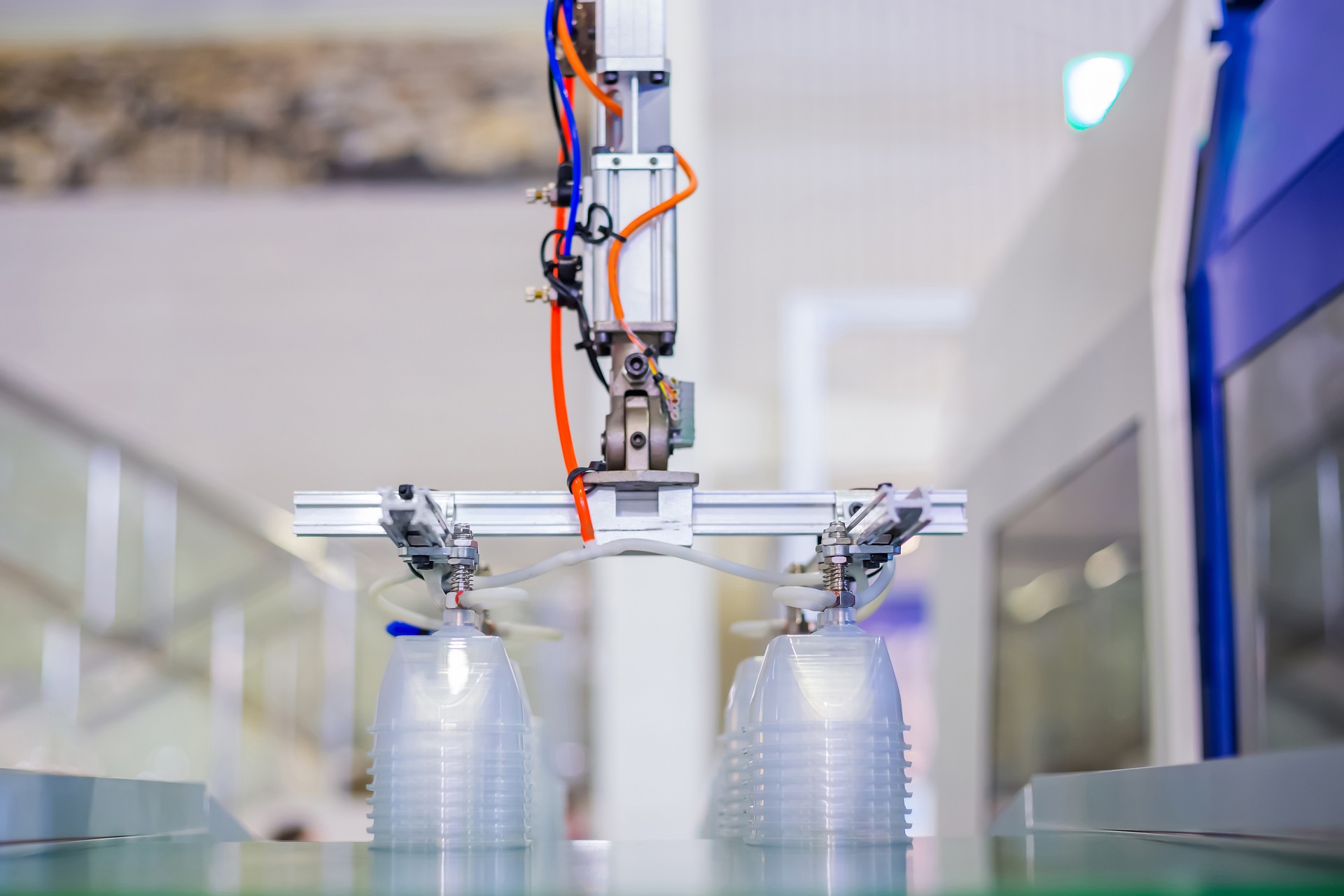
Plastics Molding
Plastic production facilities rely on good heat transfer rates for extruder equipment to keep production operating efficiently. Fouled systems decrease the rate of heat transfer which decreases efficiencies and increases production time required to make a molded product. Fouling can be a product of poor automated controls, biological fouling, incorrect understanding of water scaling potential, etc. Many facilities introduce outside contamination into multi-metal processes which presents unique challenges to the water program.
Each molding operation requires a thorough evaluation of water conditions and process requirements before implementing a specifically designed water treatment program.

Food & Beverage
Food quality assurance is a top-priority for any industry who complies with USDA & FDA standards and regulations.
Water treatment quality assurance starts with evaluating the commercial sterility, CIP operations, and quality of heating/cooling water. Any gap in water treatment programs can lead to costly downtime or product contamination.

Power Generation
Power production relies heavily on the quality of water treatment and purification to operate efficiently. Plants are increasingly integrating to keep pace as different power generation sources fight for market share. With increasing integration, water treatment continues to improve in boiler water purification, monitoring fouling potential in surface condensers, and cooling tower water reuse. Integration provides great benefits, but the benefits can be quickly negated if controls are not calibrated and optimized on a frequent basis.

Chemical Processing
The chemical manufacturing industry manufacturers more than 50,000 different products which makes it a widely varied industry. Products range from chlorine to soaps to basic building blocks in the petrochemical industry, like ammonia and ethylene. Production of many chemicals require precise temperature control in the reactors to produce the desired product. Temperature control can become almost impossible when water quality is not maintained in reactors. Since water has the potential to contact so many parts of the process, water treatment chemicals must be evaluated to determine possible outcomes of accidental contact. This includes variations in waste steams due to process changes or accidental releases.

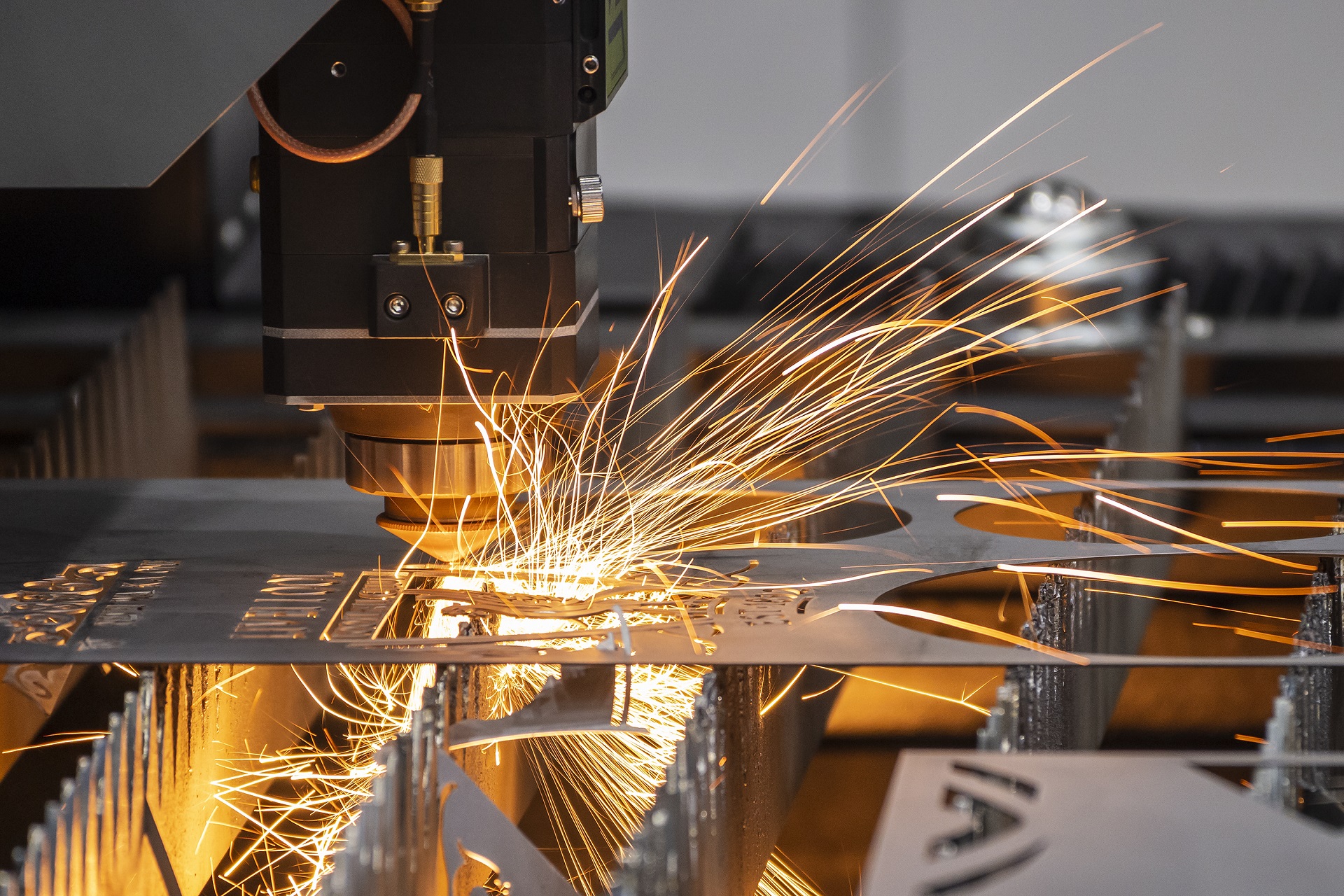
Process Manufacturing
Manufacturing processes present many challenges and opportunities for water treatment to maximize reliability, sustainability, and production output for facilities. Industries such as Rubber/Tire, Glass, Textiles, Electronics, and other manufacturing industries can introduce variables like lubricants, oils, byproducts from production, and other contaminants into water systems.
These variables require an engineered solution and not a one size fits all program to best optimize the water treatment results. Water treatment programs need to be designed to handle variations in the process through automation and supported with superior technical service to ensure operational excellence.
Primary Metals
Integrated steel and metal production plants seek solutions that start at the ore and provide value through the entire process. Depending on the technology, water requirements can be significantly different for a blast furnace compared to a hot strip mill or direct reduction process. Gases from the furnace require scrubbing to remove the impurities before emitting to the atmosphere. These impurities can be introduced into condenser water through the wet scrubbing process and must be taken into consideration when developing water treatment programs.

Oil & Gas
Oil remains one of the primary sources for fuel and chemical production in the world. While oil is very central to our world operations, it presents many challenges and complexities to collect and process. Oilfield waters contain many troublesome cations and anions which create mineral scales including calcium carbonate, calcium sulfate, and barium sulfate. Scale, several type of bacteria, and dissolved gases all contribute to system fouling and corrosion in oilfield water systems. Once captured and transported for refining, crude oil is separated and converted to a varying number of products depending on the refinery. Each product and operation presents different fouling challenges in units like crude oil and hydro processing reactor beds. Understanding the chemical and physical dynamics of fouling allows for the correct chemistries to be applied to solve the issue.